加工図面チェック
下の図面A,B,C,Dはいずれも全く同じ部品を表していますが、
加工図面として最も優れた図面はどれでしょう?
それぞれ部品の向きが異なるだけです。
図面A

図面B

図面C

図面D
加工方法を考えるとすぐに答えが分かります。
正解は・・・
Bです。
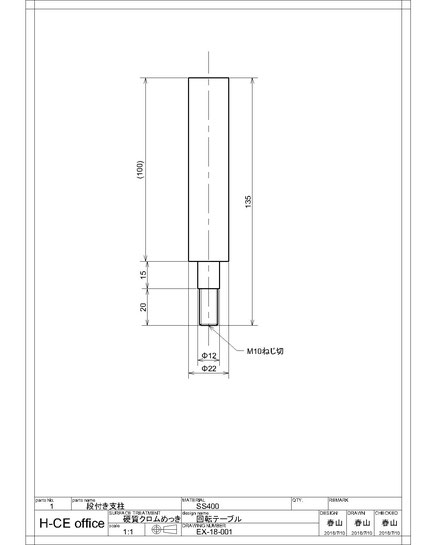
丸棒を加工して、段付き・ねじ切形状を作ります。この場合、通常は旋盤加工になります。
旋盤で加工する場合、材料の左側をチャックして右側から刃物を送り切削していきます。
つまり図面Bの向きです。
パッと見で加工者が加工の状況をイメージできる図面配置にすると良い図面となります。
加えて、寸法を入れる基準は右端とします。
加工者は右端を基準として刃物を動かしていきます。
本図の寸法指示の場合、135で切り出した材料を旋盤で右から20+15の位置まで
Φ12で段付け加工を行い、20の位置までをねじ切り加工する手順になります。
基準を左端とした場合は、厳密には加工手順が変わり段取り替えが生じる、つまり手間が
増えてしまい
加工賃が高くなる
ので要注意です。
コメントをお書きください