ホーム
プロフィール
技術資料
ブログ
生産技術
設計知識
機械要素
雑談
工場見学
技術士一次試験
ものづくり白書
書籍サポート
技術士試験対策
令和4年解答解説
令和3年解答解説
令和2年解答解説
令和1年解答解説
セミナー予定/実績
お問合せ
技術士二次試験論文添削依頼
ホーム
プロフィール
技術資料
ブログ
生産技術
設計知識
機械要素
雑談
工場見学
技術士一次試験
ものづくり白書
書籍サポート
技術士試験対策
セミナー予定/実績
お問合せ
技術士二次試験論文添削依頼
カテゴリ:IoT
すべての記事を表示
生産技術
· 24日 3月 2020
自動化のためにセンサーを使おう!アナログ信号変換編
アナログ信号を扱うことでフィードバック制御が出来るようになります。アナログデータを取得して制御に利用しましょう。アナログデータを制御に利用するにはデジタル値に変換する必要があります。
続きを読む
生産技術
· 23日 3月 2020
自動化のためにセンサーを使おう!デジタル信号スイッチ編
自動ねじ締め機のフローチャートを見てみましょう。 スタートしてすぐにワーク到達在荷センサーでの判定があります。 その後の処置、ワークリフト上昇、ストッパ下降、などそれぞれの作業の完了未完了を機械はどのように判別すればよいのでしょうか? センサーを使います。センサーは大別してデジタル信号センサーとアナログ信号センサーがあり
続きを読む
雑談
· 17日 3月 2020
ラズパイをライブストリーミングカメラに。
コロナが収束を見せないいま、小学2年生の子どもと私の二人在宅の日々です。 基本的に子どもにはその日のカリキュラムを与えて、その中での自由時間は好きなことをさせてます。 ただ自由時間の様子を仕事部屋からチェックをしようと思い、TVの下にラズパイカメラを仕込みました。
続きを読む
生産技術
· 11日 3月 2020
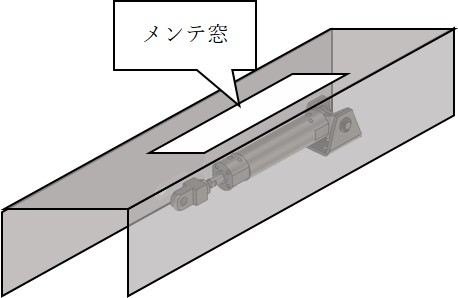
保全=メンテナンス
◆保全ってなんやねん?! 不良が出る前に保全活動を行い、不良ゼロを達成しようというものです。 さてここで保全活動とは健「全」な状態を「保」つ活動のことを言います。ここではもう少しわかりやすくかみ砕いて、設備の「点検」と「調整」を合わせた活動のことと定義します。
続きを読む
生産技術
· 10日 3月 2020
正規分布と標準偏差
工程能力指数を計算するためには標準偏差を算出する必要があります。 正規分布と標準偏差を解説していきます。
続きを読む
生産技術
· 09日 3月 2020
工程能力指数(process capability index)CpとCpk
設計者A「図面指示では公差が±0.1だけど、切削加工だし実力としては100分台で出るよね。」 加工者B「まぁそれくらいは大丈夫ですよ。」 *100分台で出る=±0.01程度の精度でできる。 よくある会話です。この会話に出てくる「実力」を測る指標が工程能力指数です。 工程能力指数にはCpとCpkの2つがあります。まずは式を確認しましょう。
続きを読む
生産技術
· 06日 3月 2020
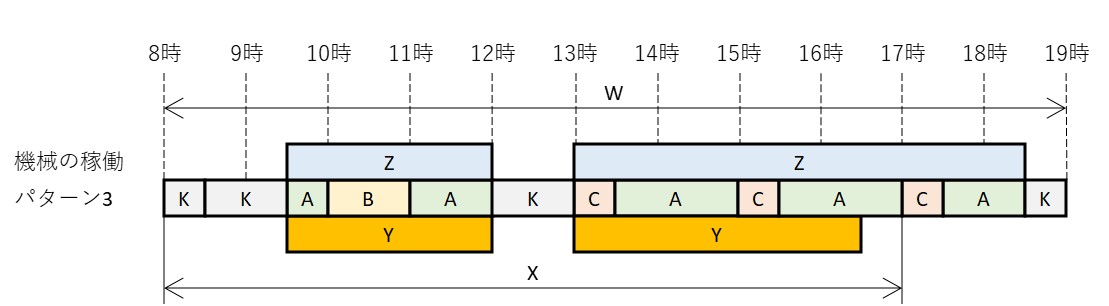
稼働率と可動率 決定版!パターン3
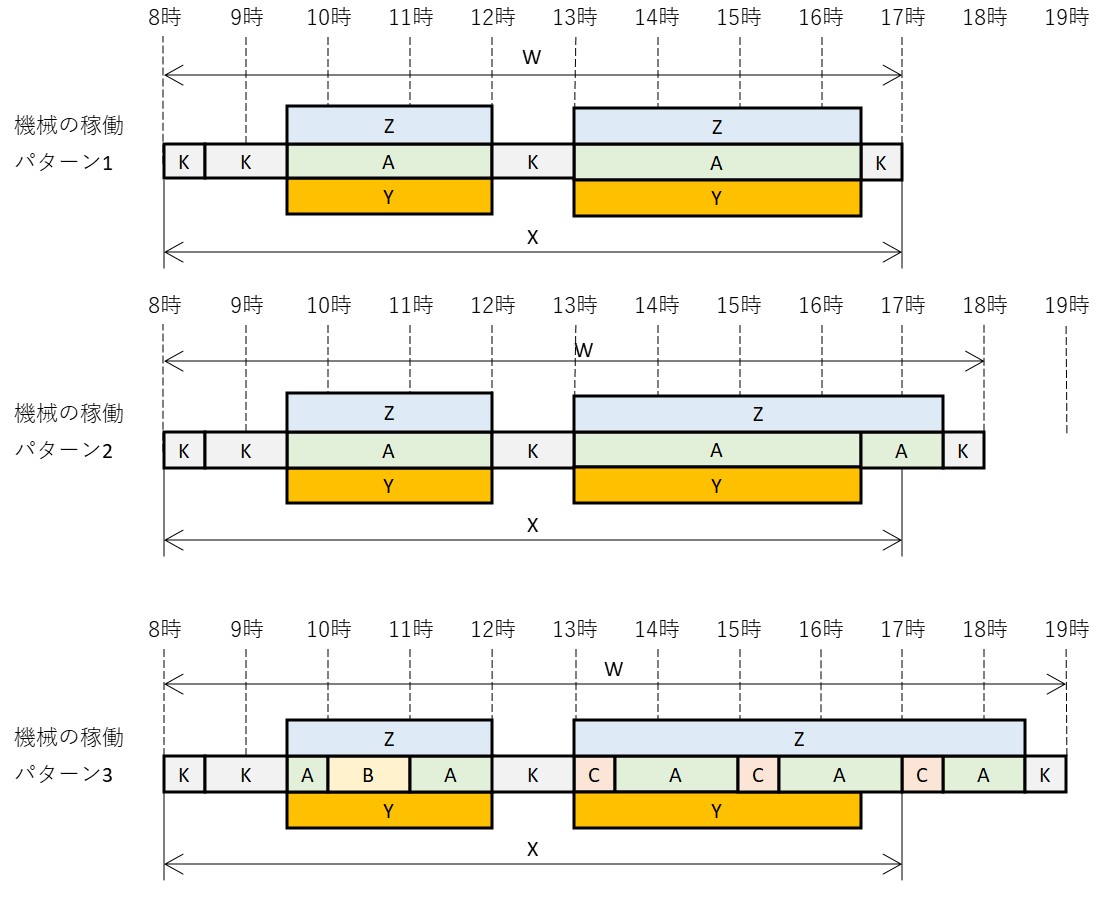
稼働率と可動率についてより分かりやすく、より明確に、実務にそのまま使える解説しています。パターン3は残業対応や所定時間内で待機時間などいくつかの理由で設備の停止が発生したパターン、実際の現場の日々で起こりうるパターンを想定しています。
続きを読む
生産技術
· 06日 3月 2020
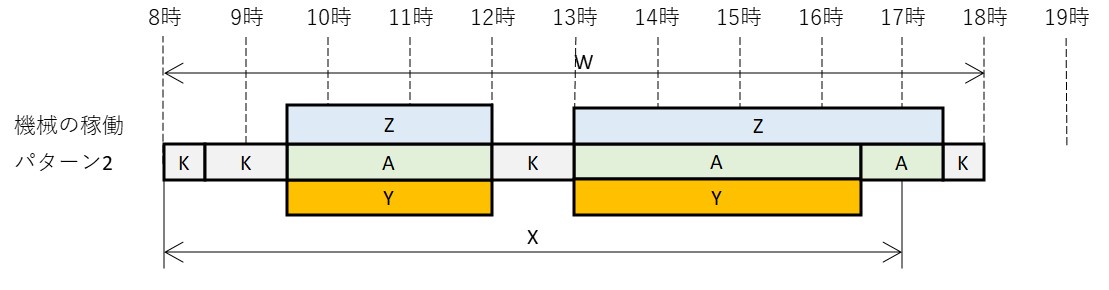
稼働率と可動率 決定版!パターン2
稼働率と可動率についてより分かりやすく、より明確に、実務にそのまま流用できるように解説しています。 パターン2は残業が発生することを想定しています。これはまだ机上の空論、理想論です。
続きを読む
生産技術
· 05日 3月 2020
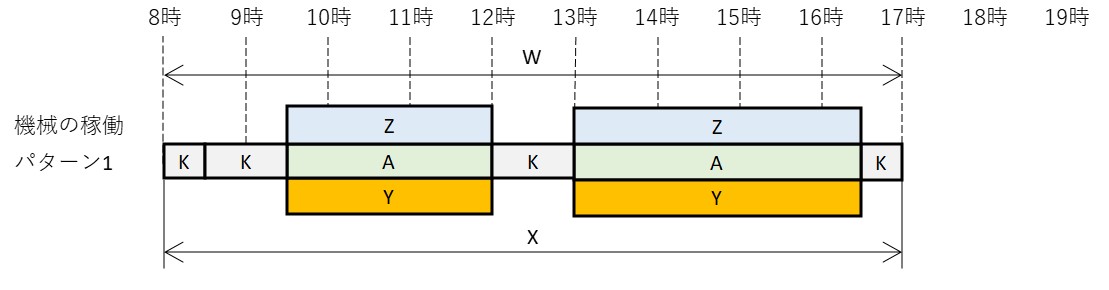
稼働率と可動率 決定版!パターン1
稼働率と可動率についてより分かりやすく、より明確に、実務にそのまま使える解説しています。
続きを読む
生産技術
· 05日 3月 2020
稼働率と可動率 決定版! 概要
稼働率と可動率についてより分かりやすく、より明確に、実務にそのまま流用できるように解説しています。
続きを読む
さらに表示する
トップへ戻る