関連ブログ:溶接したら何故ひずむ?
◆はじめに
ここでは溶接記号の表す意味に絞って解説していきます。溶接部の強度などの話は出てきません。溶接記号があらわす意味を図で見て分かる内容になっています。
全ての記号をそろえているわけではありませんが、描いてほしい記号があればコメントもしくはメール✉harunatsu1229@gmail.comでお知らせください。
◆記号の基本

溶接記号は図1左にあるような表記をします。点線四角部分に溶接の種類を表す記号を記入します。SやRなどのアルファベットの持つ意味は以下の通りです。AとGの間に横棒「-」がありますが、横棒を表記した場合は「ビード表面を平滑に仕上げてください。お願いします。」という意味になります。
S:溶接部の主要寸法。例えばすみ肉溶接の場合は脚長を表します。
R:ルート間隔 溶接する2つの材料に設けるすき間のことです。
A:開先角度
L:溶接の長さ
n:断続すみ肉溶接などの数量
P:断続すみ肉溶接などのピッチ
T:特別指示記号 J型・U型などのルート半径
-:表面形状
G:仕上げ方法
記号の各部は図1右に示すように「矢」「基線」「尾」と呼びます。尾は特に指示がない場合は省略します。
◆すみ肉溶接
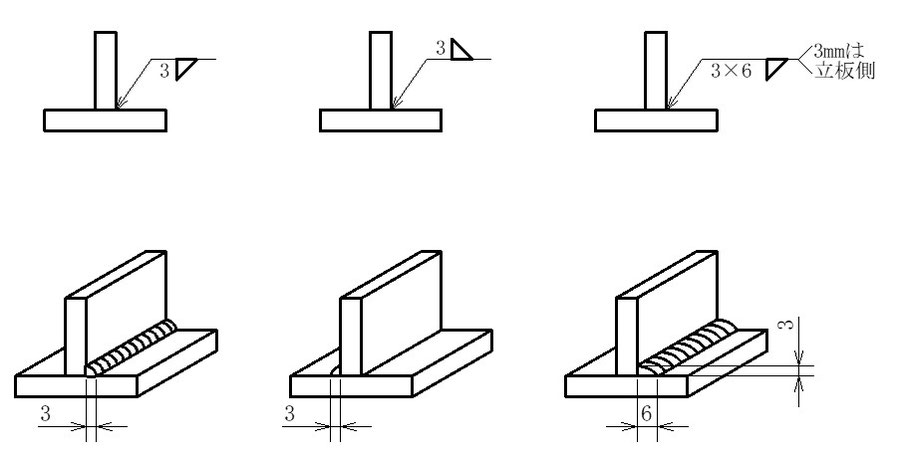
すみ肉溶接の表記例3つを図2に示します。数字の3は溶接ビードの幅を表します。これを脚長(きゃくちょう)と言います。脚長から溶接部の強度計算に用いるのど厚の寸法が決まりますのでとても重要な数字となります。のど厚に関しては別の機会に譲ります。
図2の真ん中の絵にあるように溶接記号を基線の上側に記述すると「矢の反対側を溶接してください、お願いします。」という意味になります。また脚長は一番右の図に示すように縦横で別指示が可能です。
◆すみ肉溶接あれこれ その1/3

部材と部材の接合部を全て溶接する必要が無い場合、図3のように必要な量を指示することができます。(3)という数字は溶接の数です。「3カ所溶接してください。お願いします。」という意味です。
必要最低限の量にすることで、作業時間短縮、溶棒消費量の削減につながります。要するにコストダウン。
◆すみ肉溶接あれこれ その2/3

図4のように両側への指示も可能です。矢印の方向から見た図をそれぞれ左下、右下に描いています。
◆すみ肉溶接あれこれその3/3

図5のように手前側と反対側とでずらして指示することがあります。千鳥溶接と呼ばれます。個人的な経験値としてはその2の指示よりも溶接ひずみが小さくなる印象です。
◆レ型開先溶接

レ型開先溶接の例を図6に示します。記号中の数字に*付きのナンバリングを打ってイメージ図内の寸法と対応させています。
レ型開先とは材料の溶接部を斜めにカットしそのカットした部分を溶接する方法で、特にカットした部分がレ型になるものです。開先指示にはやり方があります。
まず開先加工をする部材側に基線を配置します。つまり図3の①の位置に配置してはいけません。
次に矢が開先加工をする部材に向かうように配置します。つまり②のように配置してはいけません。
よって正しい指示としては③となります。
JISを確認したところ、「T継手を除く突合せ溶接において、レ形開先、J形開先など開先をとる側を示さなければならないときは、矢を折って当該部材を示さなければならない。」とあります。さらに「開先を取る部材が明らかな場合、どちらの部材でも良いときは折らなくともよい。」ともあります。(JIS Z 3021より)つまり、本図のようにT継手の場合は特に矢を折って指示する必要はないと思われます。
この例では部分溶け込み溶接指示となります。部分溶け込み溶接の場合、開先寸法を()付けで記載します。部分溶け込み溶接とは金属同士を溶かして接合する部分が反対側までまわらず片側に留まっている状態の溶接を言います。部分溶け込み溶接に対して完全溶け込み溶接があります。次の項目で確認します。
◆K型開先

K型開先溶接の例を図7に示します。
開先を両側に行うことで溶接部がK型になるものです。この指示もレ形と同じ用に基線と矢を配置します。
この例では開先をとってルート1をとることで部材と部材の合わせ目が全て溶け合わさることになります。これを完全溶け込み溶接といいます。フルペネともいいます。フルペネの場合は開先寸法に()は付けません。
◆組合せ

図8に示すようにレ型とすみ肉を組合わせた指示も可能です。この図の場合もレ型は部分溶け込み溶接ですので()寸法となります。
もちろん両側指示も可能です。
◆突き合わせ溶接

突き合わせ溶接の指示は図9の通りです。2枚の板を突き合わせて溶接を行います。ルートを取って片側からの溶接で完全溶け込み溶接を指示した場合、裏当て金という治具を反対側に当てて溶接が行われます。
◆突き合わせ レ型開先指示

図10に示すようにレ型開先指示が可能です。前述の通り、開先を取る部材側に基線を配置し、開先を取る部材に向かうように矢を配置します。
◆突き合わせ V型開先指示

図11に示すように部材両方に開先を取ることでV型指示ができます。
◆突き合わせ X型

図12に示すように部材両方の両面に開先を取ることでX型の指示ができます。表面のVを溶接したのちに、裏面のVを溶接する前に“裏はつり”という作業が必要になります。
例のような溶接指示の場合、図13に示すように多層・多パスの溶接が行われます。表側の溶接が終わった時、初層にブローホールなどの溶接不良が発生しやすいため、この初層を除去する作業が裏はつりです。裏面を溶接する前にガウジングなどにより初層を吹き飛ばします。

◆おまけ
溶接ゲージという溶接に関する寸法を計測するゲージがありますのでそちらを紹介させていただきます。
溶接ゲージというのはおまけ図1に示すようなものです。おまけ図2~おまけ図5のようにして脚長1、脚長2、のど厚、肉盛高さなどを計測することができます。他に開先角度なども測ることができます。





◆付記
1)下記におけるアルファベットの語源?についてメールで問合せをいただきました。
S:溶接部の主要寸法。例えばすみ肉溶接の場合は脚長を表します。
R:ルート間隔 溶接する2つの材料に設けるすき間のことです。
A:開先角度
L:溶接の長さ
n:断続すみ肉溶接などの数量
P:断続すみ肉溶接などのピッチ
T:特別指示記号 J型・U型などのルート半径
-:表面形状
G:仕上げ方法
溶接学会の「溶接・接合技術特論」(平成24年8月10日、6版第1刷)を確認しましたが、とくにそれらしい技術はありませんでした。
というわけで私なりの解釈を記します。
S:主要寸法ということでサイズから。
R:ルート
A:アングル(角度)
n:特に英語なし。数学や物理の世界では数量を現すアルファベットによくnが使われる。
P:ピッチ
T:英語ではなく「特記(Tokki)」のイニシャル
G:仕上げにはよくグラインダーが使用されるから。
あくまでも私なりの解釈ですのでご参考まで。
2022/06/04(土)付記
前のブログは出版特設ページです。
次のブログは製造業業界用語です。
コメントをお書きください
山下秀男 (火曜日, 21 12月 2021 13:22)
T型の開先溶接は折れ線の使用しない用JISが変更
管理人 (火曜日, 21 12月 2021 20:34)
山下様
ご指摘ありがとうございます。
JIS Z 3021確認しました。取り急ぎ文言だけですが、訂正しております。