角度をデジタルトランスフォーメーション
デジタルトランスフォーメーション。難しい定義は他の方の解説ページに譲ります。ここでは製造現場におけるいろいろなものをデジタル値に変換する。とします。
いま図1に示すように現場に作業机があります。作業机の天板の傾きを確認すると少し傾いています。この傾きをDX(デジタルトランスフォーメーション)してみます。
要するに計測してみます。角度を計測するセンサーとしては例えばポテンショメータがありますが、基本アナログ出力です。アナログ⇒デジタルはAD変換器を使えば可能です。
*アナログ:連続データ
*デジタル:0か1の不連続データ
デジタルで計測する方法としてまずはどのような方法があるか考えてみて下さい。

角度の計測方法:アナログ手法
そもそも論としてこのような場合の角度を計測する方法を一つ紹介します。
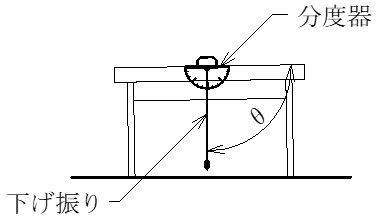
図2に示すように作業机から下げ振りを垂らします。(下げ振り:糸の先に先のとがった錘が付いたもの。様々な現場における計測で利用される道具)
下げ振りは当然鉛直方向を指します。作業机の天板は傾いています。下げ振りの糸と作業机の天板とがなす角θを分度器などを使って計測すれば作業机の傾斜角がわかります。
この方法をヒントに角度のデジタルトランスフォーメーションを考えてみます。
角度の計測方法:デジタル手法
アイデア次第でやり方は無数にあるかとは思います。一つのやり方を紹介します。
図3に示すように円板に等配で(例えば1度毎、5度毎などのように)小孔をあけます。この円板が回転自由になるように作業台に取り付けます。ここで回転円板と呼ぶことにします。さらに下げ振りのような錘(おもり)を回転円板に取り付けます。すると作業台が傾いたときでも回転円板は水平垂直を保ちます。

作業台側にフォトマイクロセンサのような光を検知するデジタルセンサを取り付けます。仮に1度毎の等配で小孔をあけていたときは、1度傾くと1回カウントすることになります。逆に言うと5回カウントすれば5度傾いたということになります。
これで角度をデジタル値=ゼロ/イチ=ON/OFFという信号に変換することができました。
内側に小孔を一つ設けておいて原点として検知するようにしておけば零点(水平)を確認することができます。
以上の考え方はエンコーダの原理がベースになっています。図4にそのイメージ図を示します。インクリメントエンコーダは上記と同じような形でON/OFFを検知しそのサイクルスピードから回転数を確認しています。

おわりに
2018年頃はAIやIoTという単語をよく耳にしました。2019年中ごろからDX(デジタルトランスフォーメーション)という単語をよく耳にするようになりました。2020年には経産省などが発行するものづくり白書にもその第1章、第3節で「製造業の企業変革力を強化するデジタルトランスフォーメーション(DX)の推進」と掲げられています。
DXとは何か?ではなくDXとは「何をやるのか?」そして「何のためにやるのか?」これを考えたときに次のような結論に達しました。
何をやるのか? ⇒いろんな現場データをデジタル信号に置き換える。
何のためにやるのか? ⇒データをデジタル機器、具体的にはPC、PLC、マイコン、タブレット、スマホなどで扱えるようにするため。つまりIoT化のためです。
ではなぜIoT化をやるのか?データ収集の効率化
ではなぜデータ収集をするのか?現場の状況(異常/正常/無駄)を素早く把握して対応するための見える化です。
前のブログは直行率の改善についてです。
次のブログは電気自動車とガソリン車のCO2比較です。
技術資料一覧はこちらから⇒「技術資料」
他のおすすめサイト一覧はこちらから→「おススメ!技術サイト一覧」
コメントをお書きください